同心偏心异径管压制工艺文件
1、范围:
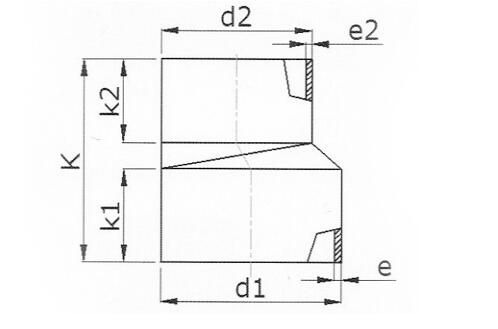
适用于钢制同心、偏心异径管的压制。
2、压制:
钢(gāng)制同心、偏(piān)心异径管通常采用冷加工,即在冷状态下(xià)在液压机上(shàng)压制(有时也(yě)会(huì)是热加工)。
3、工艺流程:
原材料复检→下料(liào)→抛(pāo)丸→润滑→压制→热处(chù)理→整形→抛丸→坡口加工→无损检测→成品检验→防腐→标识(shí)→入库
4、压制工艺:
4.1 同心、偏心异(yì)径管是大压小,计算压制时以缩口系数d/D来计算每道压制的变形程(chéng)度(d缩口(kǒu)后的直径,D是(shì)缩口前的直径)。
4.2 不同材料的缩口系数是不同的,正火状态的钢管强度偏高,需(xū)退火后压制,但一般情况下是不经(jīng)退火处理,除非是不易压制时才会这么做的.
4.3 不(bú)锈钢和碳钢低合金钢(gāng)的缩口系数是不(bú)同的,不锈(xiù)钢第一次压制(zhì)时可达0.65~0.7,以后几道(dào)是0.85~0.9。有时还(hái)须热处理后再压制(zhì),碳钢和低合金钢一般0.7~0.9,通常压制可进行连续压制1~3次,但材料性能不同也会(huì)出现连续4次压制。
4.4 压制(zhì)时(shí)的润滑(huá),压态压制时不锈钢采用3号(hào)工业脂+石灰,碳钢和低合金钢用牛(niú)油+石墨粉,如果是热态进行压制(zhì),润滑是石墨粉。
4.5 压制模具是模(mó)具加工完成之后,试模合格才能进行压制。
4.6 模具的修模,每次完成压制之后都要检查模具,修复模具内表的划伤,表面光滑度6.3μm。
工艺文件(jiàn)管理:
5.1 压制前必须工艺文件到班组。
5.2 工艺文件的内容:① 工艺流程卡。② 图纸文件(jiàn)要体现(xiàn)标(biāo)准要求(包括客户的特殊要求)重在产品(pǐn)的(de)安全性。
5.3 产品在制造工艺流程中,色标需每工序予以移植(zhí)谁操作谁签字。
5.4 工艺流程卡和图(tú)纸必须随产品在各工序中流转。





 业务咨询(xún)
业务咨询(xún)